10 CMH to 400 CMH
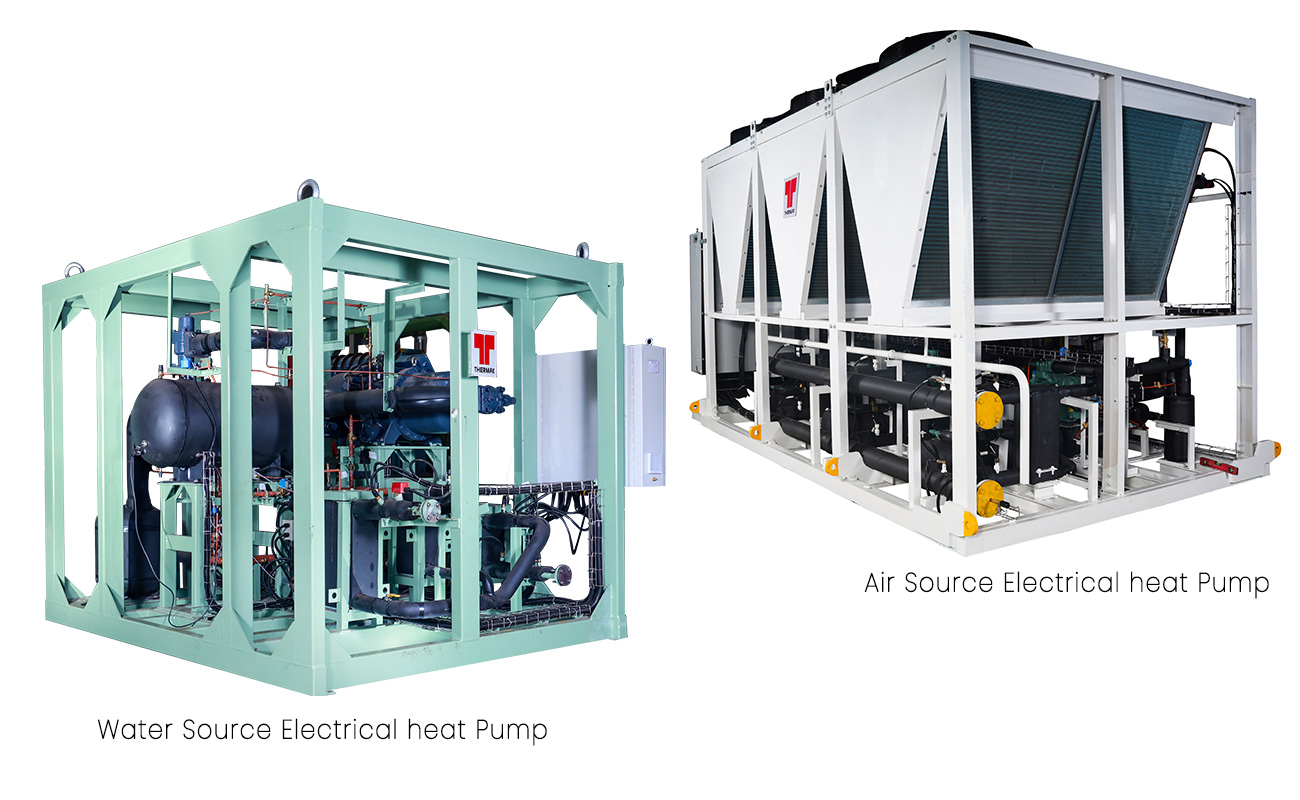
Electricity





Electricity
Closed Loop Cooling Tower
Closed loop cooling tower efficiently cools fluids without direct air contact, minimizing contamination and water use.
Submit your enquirySelect an option
Closed Loop Cooling Tower stands out with its sealed system design that prevents fluid contamination and reduces water consumption while maintaining high energy efficiency. Its closed-loop design provides reliable industrial heat rejection and consistent energy savings.
Closed Loop Cooling Tower delivers reliable, efficient cooling by isolating process fluids within a sealed coil, preventing contamination and reducing water consumption. Designed for consistent performance and long service life, it combines advanced heat exchange technology with corrosion-resistant construction to minimise maintenance and operating costs. Ideal for pharmaceuticals, data centres and manufacturing applications, it ensures stable operation, protects critical equipment and supports sustainable cooling across diverse industrial environments.
Technical data
- Product Capacity/ Performance Range: 10 CMH to 400 CMH
- Energy Source: Electricity
- Standards: CTI
- Flexibility/Customisation Options: Available in Mixed and Counter Flow, modular capacity expansion, options for material of construction (SS304L(STD) and SS316L) and integration with BMS/SCADA systems. Material of construction (SS304L(STD) and SS316L) for tube bundle, for casing and basin (AZ150/AL-ZN-MG, SS304). Energy efficient motor, axial fan, mechanically enhanced tube bundle, efficient spray system ensuring no dry spots on tube bundle. Direct drive/belt/geared fan system. Walkways and ladder for easy access
- Temperature Range: Inlet Water: Up to 70°C
- Approach: Min 2.5°C
- Process Fluid Options: Water, glycol mixtures, brine and other process fluids
Product features
Sealed Closed-Loop Design
Prevents contamination, scaling and fouling of process fluids while reducing water loss
High Energy Efficiency
Advanced heat exchange technology ensures efficient cooling with minimal power consumption
Water-Efficient Operation
Reduces water usage by up to 30% compared to open cooling systems
Durable and Corrosion-Resistant Construction
High-quality materials extend equipment life and ensure reliable performance in demanding environments
Low Operating and Maintenance Costs
Accessible components, reduced chemical usage and simplified maintenance lower lifecycle costs
Modular and Scalable Configuration
Flexible design enables easy capacity expansion and seamless integration with existing systems
AI/ML-driven real-time integration and monitoring
EDGE Live continuously tracks equipment performance, detects anomalies, and enables preventive maintenance, reducing downtime and enhancing operational reliability